欢迎访问昆山日意嘉智能装备有限公司官网!日意嘉品牌主营:铝焊机,不锈钢焊机,碳钢焊接机,进口焊机,双脉冲焊机,进口氩弧焊机,进口气保焊机,机器人焊机

中国区总代理
手动焊接和自动化焊接的智能技术

咨询电话:
13382542855
欢迎访问昆山日意嘉智能装备有限公司官网!日意嘉品牌主营:铝焊机,不锈钢焊机,碳钢焊接机,进口焊机,双脉冲焊机,进口氩弧焊机,进口气保焊机,机器人焊机
中国区总代理
手动焊接和自动化焊接的智能技术
咨询电话:
13382542855
— 新闻资讯 —
News咨询电话 13382542855
联系人:曹经理
手机:13382542855
官网:www.qzdqlj.com
地址:江苏省昆山市模具路169号

1.在切割设备进行材料切割时有时会出现在内部的锯片导轨出现偏移 2.切割材料在进行切割时并没有在金属板上进行固定 3.锯片的原因,锯片不锋利就会导致切口不平
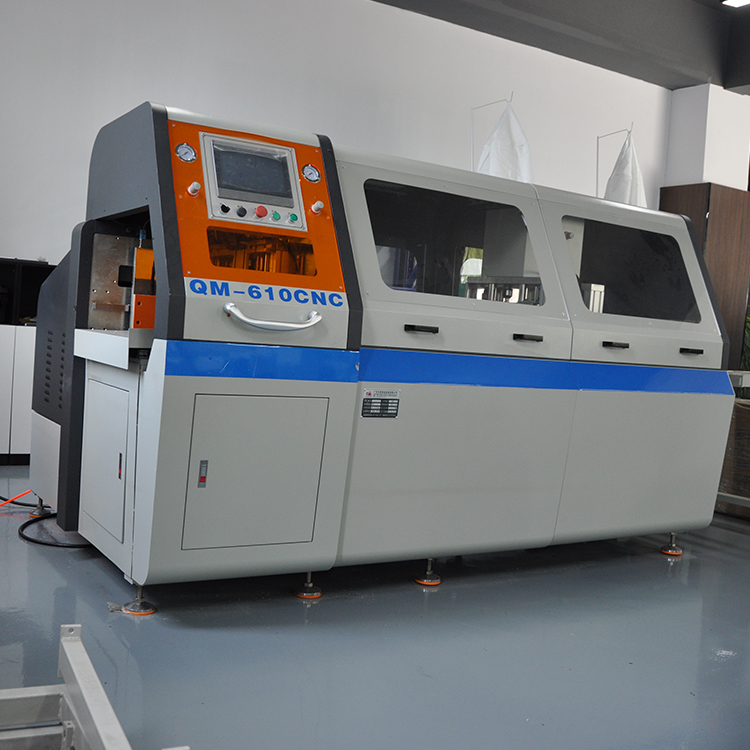
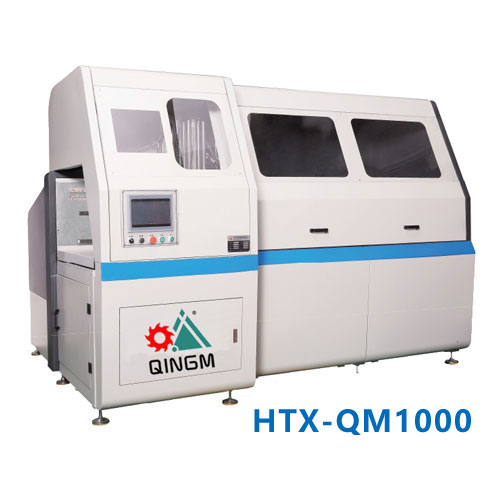
1..高精度,分离式拉尾料切铝机主轴精度0.005mm,工件切割精度在±0.05mm左右, 2.亮点是拉尾料功能,这是很多普通的切铝机不可比拟的 3.高效率,分离式拉尾料切铝机锯切工件端面光滑无毛刺
在铝型材加工行业,毛刺一直是让各大厂家都困扰的问题。那么今天我们就来谈谈为什么锯片切割时毛刺都喜欢集中在切入口和切出口呢?我们又该怎样去解决这个问题呢?

铝型材切割机进刀故障,其实就是看设备的进刀方式是什么样子的。如果说是普通的气推油的话,一般出现进刀故障,主要是因为控制前进的电磁阀线圈出现故障,或者说是因为气压不稳定导致进刀不前进,又或者是因为油缸里面密封圈损坏导致漏油如果说是液压站进刀的话,主要是因为控制前进的电磁阀坏了,或者说液压站的电机不工作了,或者说液压站里面的液压油不足,导致推进没有足够的动力我说是伺服进刀的话,很大的原因是伺服电机不工

全自动切铝机锯切时不动了,一般指的是锯片不往前走了。出现这种情况,一般要看具体情况。首先,是否是锯片直接抱死不转了,一般情况下是,切割的材料太厚了,锯片齿数没有选择正确,导致锯片卡铝直接卡死,这个时候就要更换齿数正确的锯片来切,或者说是因为喷油装置不喷油了,导致锯片粘铝卡死。第二个方面,是控制锯片前进部件不工作了,这个也要分,如果是液压推进的,有可能是液压站不工作了,或者控制前进的电磁阀失灵。如果

对于铝材切割机来说,切割机启动不了或许不如机械配件磨损,移位,切割面有毛刺,不光滑等现象一般常见,可还是经常会有人发出这种疑问。那造成这种情况的原因是什么呢?1. 如果主电机能够启动,只是说自动锯切它没有任何动作的话,这个第一点可能就是输出有问题,或者是PLC坏掉了。2. 如果说按启动之后能够自动压料,但是不自动锯切的话,就有可能是控制推进的那一块出现问题。但是如果是用液压站的话,那就可能是液压站
铝行业的加工是各色各样的,有标准的也有异型的,有长的也有短的,不同的材料加工要求也不同,这就大大提高了数控切铝机的要求,很多用户遇到数控切铝机会出现材料切面质量问题,例如毛边,切面锯痕印严重,端面不光滑等现象。那么为什么数控切铝机会出现材料切面质量问题?出现这些问题先看锯片的齿数,齿形是否选择正确,很多企业不会选择锯片,觉得只要是切铝锯片都可以切。其实并不是这样的,如果不根据材料的厚度和要求来选择

企业在铝加工过程中,或多或少都会遇到一些锯切的问题,而这些问题的产生都是有原因的。而且有的可能会导致一个问题发生,有的可能会由此产生多方面的问题。今天我们就来谈谈铝型材切割机锯切温度过高会产生什么问题?在铝型材切割机锯切的过程中,肯定是会出现锯切发热现象的。而这也是由于锯片在高速转动过程中,还要和加工材料接触,这样会产生大量的热能。与此同时电机在运转过程也会产生大量的热量,同时会传递到切铝锯片上,

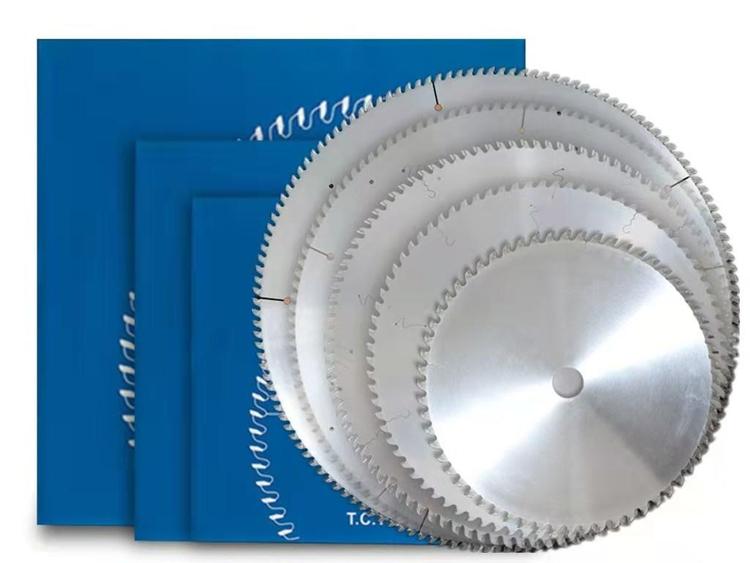
俗话说“一分钱一分货”锯片锯切功能下降首先从锯片性能上分析,要考虑锯片钢板应力是否达标,制作工艺是否规范,合金刀头是否标准,锯片齿形是否选对等,这些问题可以涵盖锯片整体影响因素,在选锯片的时候一定要找专业的锯片厂家,很多小厂家为了节省生产成本,人工成本不惜使用废板,劣质钢板,导致在使用的时候会出现寿命极短甚至裂板的现象

首先要这台铝型材切割机能满足所切材料的高度跟宽度,这是前提条件。如果说切不同厚度的材料的话,那么就要针对材料厚度的不同选择相应齿数的锯片。原则上来说,切割壁厚越厚的材料就要用的锯片的齿数要稍微稀一点,这样的话可以提高排屑效率,防止锯片粘铝卡铝。相反,切割壁厚比较薄的材料的话,要选择齿数密一些的锯片,可以保证切割面光滑。而如果说壁厚太薄的话,就要考虑压料方面的问题,不能使材料压变形,所以气缸要做成可
