欢迎访问昆山日意嘉智能装备有限公司官网!日意嘉品牌主营:铝焊机,不锈钢焊机,碳钢焊接机,进口焊机,双脉冲焊机,进口氩弧焊机,进口气保焊机,机器人焊机

中国区总代理
手动焊接和自动化焊接的智能技术

咨询电话:
13382542855
欢迎访问昆山日意嘉智能装备有限公司官网!日意嘉品牌主营:铝焊机,不锈钢焊机,碳钢焊接机,进口焊机,双脉冲焊机,进口氩弧焊机,进口气保焊机,机器人焊机
中国区总代理
手动焊接和自动化焊接的智能技术
咨询电话:
13382542855

当前位置:首页 > 切铝机 的结果 共148条数据
— 产品中心 —
Product Center咨询电话 13382542855
联系人:曹经理
手机:13382542855
官网:www.qzdqlj.com
地址:江苏省昆山市模具路169号

1.切铝机在进行切割时的效果不好跟切铝锯片有直接的关系 2.在铝型材切铝机的切割效果不好和润滑效果的也有关系 3.是和机械的设备结构好人厂家的生产工艺有关,好的生产设备和生产工艺在进行切割时可以刚好达到效果

1.主轴进度是否在0.01mm以内,如果超过这个范围 2.检查锯片行走和切铝机靠山是否垂直,靠山和台面夹角是90度 3.还要看下轨道是否出现了偏移 4.考虑气压是否稳定 5.刀补问题也是极为重要却是容易被忽视的原因之一

1.油缸的密封圈可能出现的问题, 2.在进行切割材料时对馋老的厚度对切割的锯片进行调整, 3.是皮带在进行切割时出现的皮带松了或皮带断裂的情况,

1.锯片上出现了粘连了许多的异物如铝屑等 2.锯片的选型不对 3.气推油推进会存在气压不足,导致推进力道不足, 4.如是液压站推进动力的,很大可能就是电磁阀突然失灵 5.如是伺服电机推进,可能存在伺服报警异常
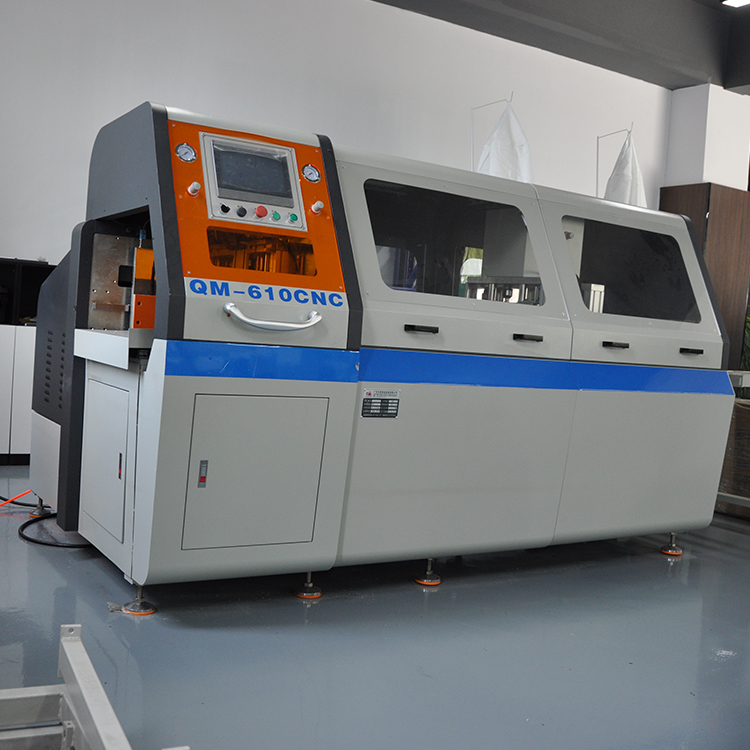
1..高精度,分离式拉尾料切铝机主轴精度0.005mm,工件切割精度在±0.05mm左右, 2.亮点是拉尾料功能,这是很多普通的切铝机不可比拟的 3.高效率,分离式拉尾料切铝机锯切工件端面光滑无毛刺

全自动切铝机锯切时不动了,一般指的是锯片不往前走了。出现这种情况,一般要看具体情况。首先,是否是锯片直接抱死不转了,一般情况下是,切割的材料太厚了,锯片齿数没有选择正确,导致锯片卡铝直接卡死,这个时候就要更换齿数正确的锯片来切,或者说是因为喷油装置不喷油了,导致锯片粘铝卡死。第二个方面,是控制锯片前进部件不工作了,这个也要分,如果是液压推进的,有可能是液压站不工作了,或者控制前进的电磁阀失灵。如果
铝行业的加工是各色各样的,有标准的也有异型的,有长的也有短的,不同的材料加工要求也不同,这就大大提高了数控切铝机的要求,很多用户遇到数控切铝机会出现材料切面质量问题,例如毛边,切面锯痕印严重,端面不光滑等现象。那么为什么数控切铝机会出现材料切面质量问题?出现这些问题先看锯片的齿数,齿形是否选择正确,很多企业不会选择锯片,觉得只要是切铝锯片都可以切。其实并不是这样的,如果不根据材料的厚度和要求来选择

企业在铝加工过程中,或多或少都会遇到一些锯切的问题,而这些问题的产生都是有原因的。而且有的可能会导致一个问题发生,有的可能会由此产生多方面的问题。今天我们就来谈谈铝型材切割机锯切温度过高会产生什么问题?在铝型材切割机锯切的过程中,肯定是会出现锯切发热现象的。而这也是由于锯片在高速转动过程中,还要和加工材料接触,这样会产生大量的热能。与此同时电机在运转过程也会产生大量的热量,同时会传递到切铝锯片上,

俗话说“一分钱一分货”锯片锯切功能下降首先从锯片性能上分析,要考虑锯片钢板应力是否达标,制作工艺是否规范,合金刀头是否标准,锯片齿形是否选对等,这些问题可以涵盖锯片整体影响因素,在选锯片的时候一定要找专业的锯片厂家,很多小厂家为了节省生产成本,人工成本不惜使用废板,劣质钢板,导致在使用的时候会出现寿命极短甚至裂板的现象

首先要这台铝型材切割机能满足所切材料的高度跟宽度,这是前提条件。如果说切不同厚度的材料的话,那么就要针对材料厚度的不同选择相应齿数的锯片。原则上来说,切割壁厚越厚的材料就要用的锯片的齿数要稍微稀一点,这样的话可以提高排屑效率,防止锯片粘铝卡铝。相反,切割壁厚比较薄的材料的话,要选择齿数密一些的锯片,可以保证切割面光滑。而如果说壁厚太薄的话,就要考虑压料方面的问题,不能使材料压变形,所以气缸要做成可

角码加工,这里一般指的是门窗角码和光伏边框角码,我们以光伏边框角码为例,一套光伏边框上面要用到4个角码,所以一些大的光伏厂家对于角码的需求量还是比较大的。小的项目一般都要十几万套边框,那么角码数量就是几十万个,所以我们在选择切铝机的时候首先要考虑到设备的产能,光伏角码设备加工一般都是多层多排叠加起来加工,这样产能就能大大提高。相比于之前传统的切铝机,效率是之前的3倍以上,现在大部分设备可以达到每天
铝合金压铸件的应用还是比较广泛的,压铸件的制造成本相比NC加工出来的低,所以像现在很多汽车零部件就要用的压铸件,铝合金压铸件成型大部分需要用到切割,这里的切割一般指将冒口切除,冒口切割现在主要分为三种切割方式
